射出成形のゲートの種類について
射出成形のゲートの種類について解説します。ゲートは溶融した樹脂を金型内の製品形状の空間、いわゆるキャビティへ流し込むための入り口に当たります。そのうえでゲートは溶融樹脂の流入速度や方向をコントロールする役目があります。また、逆流防止と圧力調整の役割も果たします。このようにゲートは、製品の品質や外観を左右する重要な部品です。肉厚、薄肉など製品の形状や材質に合わせて最適なゲートを選ぶことが、高品質で高精度な製品を生産するために不可欠となります。ここでは射出成形のゲートの具体的な種類(ダイレクトゲート、サブマリンゲート【トンネルゲート】、ピンゲート、サイドゲート、アンダーゲート【オーバーラップ】、カルフォンゲート【バナナゲート】、リングゲート、ダイヤフラムゲート【ディスクゲート】、ホットサイドゲート、ノセゲート【ジャンプゲート】、ファンゲート、フィルムゲート【フラッシュゲート】)をご紹介します。また、射出成形金型のゲート設計のポイントを解説するとともに射出成形のゲートと密接に関係するスプルー(スプール)、ランナー(コールドランナー、ホットランナー)についてご案内します。ほかにもゲートに起因する射出成形不良としてウェルドライン、反り、糸引き、フローマーク、ジェッティング、シルバーストリークのそれぞれの症状や対策をご紹介します。あわせて射出成形以外のプラスチック成型工法の中からブロー成形と真空成形について解説します。

目次
射出成形のゲートの具体的な種類
射出成形のゲートの具体的な種類をご紹介します。ここでは射出成形のゲートの種類の中から、(ダイレクトゲート、サブマリンゲート【トンネルゲート】、ピンゲート、サイドゲート、アンダーゲート【オーバーラップ】、カルフォンゲート【バナナゲート】、リングゲート、ダイヤフラムゲート【ディスクゲート】、ホットサイドゲート、ノセゲート【ジャンプゲート】、ファンゲート、フィルムゲート【フラッシュゲート】)のそれぞれの特長などを解説します。
ダイレクトゲート
射出成形のゲートの種類であるダイレクトゲートは、製品表面、つまり固定側に直接ゲートを設ける方式で、様々なゲート方式の中で最も単純なゲートです。スプルーゲートとも呼ばれます。ダイレクトゲートのメリットは直に製品に充填できる点です。なおかつゲート径も大きくできるので、製品内に樹脂を回しやすいといった利点があります。そのためウェルドライン(後述)などの不具合発生リスクを抑えられるのも特長です。成形時に大きな圧力がかけられるため、大型の成形品に最適です。またランナーを必要としないため、樹脂の節約にもつながります。ただ、大きなゲート痕が発生してしまう場合があり、外観の美しさを必要とする製品には適さない場合があります。
サブマリンゲート(トンネルゲート)
射出成形のゲートの種類であるサブマリンゲートは、ゲート先端部を型内に潜り込ませ、製品の下部側面にゲートを設ける方法で、トンネルゲートとも呼ばれます。サイドゲート(後述)より、さらに意匠面を避けてゲート痕を配置できるのがメリットです。また、成形品の取り出しと同時にランナーを切り離すことができるため、ゲート処理の工程を削減できるメリットがあります。コールドランナー形式になりますが、製品の突き出しと同時にゲート先端部がちぎれる仕組みとなっています。そのため、ゲートカットの必要が無く、成形サイクルタイムを短縮できる特長があります。ただし、ゲート径を細く絞り込んでいるため、成形不良や金型の耐久性には注意が必要となります。
ピンゲート
射出成形のゲート種類であるピンゲートは、3プレート金型で用いられるゲートでダイレクトゲートと同様に製品表面に直接ゲートを設ける方法です。ピンゲートは金型の開きと同時にランナーと成形品を切り離すことができます。そのためゲート処理の工程が削減され、サイクルタイム(サイクル・タイム)を短縮することができます。また、ゲート跡の仕上がりが最もきれいな方式ともいわれます。ゲート口が多数あり、使い方としては製品面の広い製品に対して全体に均一に樹脂をまわすために用いられる方式となります。生産数量が非常に多い製品であれば、金型に費用をかけてでも自動でゲートカットができるピンゲートやサブマリンゲート(トンネルゲート)が妥当となります。ただし、ピンゲートは複雑な構造のため、金型費用が高くなる傾向にあるほか、ランナーに使用する樹脂量が増えるため、費用がかかる場合があります。また、ヒケやショートショットの成形不良が発生する可能性があるため要注意です。これらの不良が発生する原因としては、製品から自動的にゲートが分離される仕組みのため、ゲート径を大きくすることが難しく、充填時の圧力不足などが考えられます。
サイドゲート
射出成形のゲートの種類であるサイドゲートは、成形品の側面に設けられるゲートでランナーを均等に分岐させることで製品の多数個取りを行う際によく用いられる方式です。
ランナーよりも断面積が小さい短形で、加工や修正が容易なのが特長といえます。比較的低コストであるのに加え、充填時の圧力もダイレクトゲートの次にかかりやすく、樹脂の回しやすさは良好です。また、製品のサイドにゲート口を設けるので、ダイレクトゲートやピンゲートとは異なり、意匠面を避けた箇所にゲート痕を配置しやすくなります。しかしコールドランナー形式のため、成形後にはゲート跡が残りやすく、ゲートをカットする手間が生じます。
アンダーゲート(オーバーラップ)
射出成形のゲートの種類であるアンダーゲートは、アンダーカットを解消するためのゲート方式の一種で、オーバーラップとも呼ばれます。アンダーゲートは金型から成形品を取り出す際に、製品の形状とゲートを自動で切断して分離させる仕組みになっています。アンダーゲート(オーバーラップ)はゲート跡が見えにくいといった利点があります。また、ジェッティングが抑えやすいのもアンダーゲート(オーバーラップ)の特長となります。外観品質を重視する部品などの成形にはアンダーカット(オーバーラップ)は広く使用されています。ただし、ゲート切断にやや難があります。また、流動性が悪い樹脂やガラス繊維などを含む強化材入りの樹脂には不向きなほか、アンダーカット解消のため、製品の形状によっては金型構造が複雑になる場合があります。
カルフォンゲート(バナナゲート)
射出成形のゲートの種類であるカルフォンゲート(バナナゲート)はU字型のランナーを金型内に潜り込ませ、製品の裏側にあたるキャビティ側にゲートを組み込む方式です。サブマリンゲートと同じ金型構造であり、ゲート部がバナナ状に湾曲した形状となることからバナナゲートとも呼ばれます。カルフォンゲート(バナナゲート)の基本的な構造はトンネルゲートと似ており、トンネルゲートよりもさらにゲート痕を隠したい場合に適切です。また、カルフォンゲートも突き出しと同時にゲート先端部がちぎれる仕組みになっており、手間がかかりません。ただし、ボスを設置する必要があります。たとえば金型内にゲートを潜り込ませる必要がある場合は、エジェクターピンでの製品押出し時に金型内にゲート部の樹脂が残ってしまうのを防ぐため、ボスを設置してランナーを保持する必要があります。基本的に設置されるボスはゲート部よりも長いことが条件です。
リングゲート
射出成形のゲートの種類であるリングゲートは、円筒型の成形品の外周に環状のゲートを設けたものです。リングゲートはランナーと反対側に生じる成形不良を防ぐことができる特長があります。具体的には、キャビティへの樹脂の流れが均一になるため、成形品に空洞が生じるボイドや充填不足が原因で発生するショートショットなどの不良発生リスクが軽減されます。また、リングゲートはゲートの取り付け位置とトリミングの正確性が増し、成形品の品質が向上します。特に円盤状の製品など、広範囲を均一に充填する成形品に適しています。
ダイヤフラムゲート(ディスクゲート)
射出成形のゲートの種類であるダイヤフラムゲートは、リングゲートとは逆に、円筒型の成形品の内周に、円盤状または放射線状のゲートを設けたもので、ディスクゲートとも呼ばれます。リングゲートよりも均一な流れが作りやすいのが特長で、円盤形状や円筒型成形品に適しています。また、ダイヤフラムゲートは複数の流動面が合流するウェルドラインの発生を抑制しやすいのに加えコアに均等な力がかかるため、コアの変形を最小限に抑える偏向抑制効果があります。 ただし、切断後の加工が必要であり、切断工数が多いといった面もあります。
ホットサイドゲート
射出成形のゲートの種類であるホットサイドゲートは製品の側面、サイドにランナーの樹脂を加熱し続けたまま射出するホットランナーシステムを組み合わせたゲート方式です。コールドランナーのようにゲート部分で樹脂が冷え固まることがないため、充填時の圧力ロスを最小限に抑えられるメリットがあります。また、樹脂の流動性が良くなるため、均一な充填が可能になり、製品の品質が向上します。さらにはランナー部分を加熱して溶融状態に保つため、型締めと同時射出が可能となり、成形サイクルタイムが短縮します。ホットサイドゲートは小物の成形品の製造に適しています。
ノセゲート(ジャンプゲート)
射出成形のゲートの種類であるノセゲートは、成形品の上にランナーがのった状態のゲートで、ジャンプゲートとも呼ばれます。ゲート断面積を大きく取れるため圧力がかけやすく、成形不良が少ないのが特長です。ただし、ゲート跡が残りやすく後処理の手間が発生します。
ファンゲート
射出成形のゲートの種類であるファンゲートは、ゲート幅を扇状にして浅く広くし、樹脂の流れを幅広くしたゲートです。配向が小さいのも特長です。大型の平板状の成形品に適しており、サイドゲートで生じやすい成形不良を防げるメリットがあります。ただし、切断後の加工が必要となるなど一定の処理が生じます。
フィルムゲート(フラッシュゲート)
フィルムゲートは、フィルム状のランナーを成形品に沿って設けるゲートで、フラッシュゲートとも呼ばれます。幅広い流動が可能となり配向が小さいといった特長があります。また、成形品の表面の変形を防ぎ、精度を保ちます。フィルムゲート(フラッシュゲート)は薄肉で大型の平板状成形品に適しています。ただし、切断後の加工は必要です。
射出成形金型のゲート設計のポイント

射出成形金型のゲート設計のポイントを解説します。ゲート設計ではゲート位置をどこにするかが重要ですが、ゲート位置を決めるポイントは主に「製品の品質」「取り数」「使用材料」の3点となります。まず製品の品質ですが、製品の外観にゲート跡が残らないよう、目立ちにくい場所にすることが重要です。あわせて形状から強度が必要な場所にウェルドライン(ウエルドライン)が発生すると強度不足になるため、ウェルドラインが出ない位置にゲート位置を設定します。その際、寸法公差を厳しく要求される部分にはゲートを設けないようにします。次に取り数ですが、1個取りか多数個取りかではランナーの配置によってゲートバランスを考えて配置することが重要です。最後に使用材料ですが、流動性の良くないアクリル樹脂などはピンゲートでゲート径を小さくすると、製品形状によってはフローマークやヒケなど外観不良が発生するので要注意です。また使用される原材料によって流動性に違いがあるため、樹脂の特性に合ったゲートの種類を選択し、ゲート位置を決定することが重要となります。ゲート位置は成形後の製品の品質に大きく影響するため、溶融樹脂がランナーを通過し、バランスよくゲートからキャビティ内に充填される位置に設定することが大切です。このように金型設計の際に、ゲートの位置をどこに配置するかは極めて重要なポイントであり、適切な設計が求められます。
射出成形ゲートとスプルー(スプール)、ランナーの関係
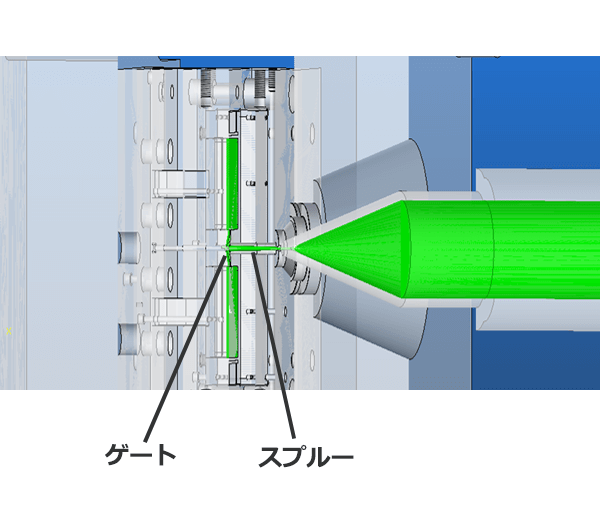
射出成形におけるゲートとスプルー(スプール)、ランナーとの関係について解説します。ゲートは溶融した樹脂を金型内の製品形状の空間、いわゆるキャビティへ流し込むための入り口に当たりますが、その前段階でスプルー(スプール)、ランナーと呼ばれる経路を通ります。ここではスプルー、ランナー(コールドランナー、ホットランナー)のそれぞれの役割などをご案内します。
スプルー(スプール)
スプルー(スプール)は射出成形機から射出・注入されたプラスチックが流れ込む最初の通路です。スプルーの断面形状は円形であり、側面には傾斜がつきます。スプル-は金型の厚み分だけの長さが必要で、成形品の近くまでプラスチックが流れこむ通路に当たります。1個取りでダイレクトゲートの場合は、射出成型機のノズルから成型品までの流路がすべてスプルーとなります。一般的にはノズルからランナー部分まで、さらに、ランナー部分から成形品までの部分もスプルーに当たります。また、射出成型機のノズルから直接繋がっている部分を第一スプルーと呼び、ランナー部分から成形品までの部分は第二スプルーと呼ばれます。
ランナー
スプルーを通過した溶融樹脂はランナーに入ります。成形品が2つ以上の場合、ランナーで分岐してそれぞれの成形品に向かって充填されます。ランナーの太さや長さは成形品の大きさなどを考慮して決められ、太過ぎても細過ぎても支障をきたします。成形品に合った適切な大きさにする必要があり、一般的には成形品の肉厚より太くすることがポイントです。ランナーにはコールドランナー、ホットランナーがあります。ここではコールドランナーとホットランナーの違いを解説します。
コールドランナー
コールドランナーは金型内でランナーが金型と一緒に冷却され、製品と一体になった状態で取り出される方式です。プラスチックの流れに熱の影響を与えることなく金型キャビティに入る熱可塑性プラスチックの通路となります。コールドランナーのメリットとしてはホットランナーシステムのように加熱・保温部品が不要なため初期費用が安い点があります。また、構造が単純でメンテナンスが比較的容易です。コールドランナーは、一般的に少量から中量の生産に適しており、少量生産かつ低コストで金型を製作したい場合にコールドランナーは向いています。ただし、ランナーも製品と同時に冷却されるため、成形サイクルタイムは一定時間を要します。また、ランナー分の樹脂が廃棄されるので、その分廃棄が増えます。
ホットランナー
ホットランナーは金型内に成形機のノズル構造を組み込んだようなもので、常に加熱した樹脂を製品部に流し込むことができます。ホットランナーのシステムを取り入れることで、金型内部のランナーの範囲は冷却せず熱をかけた状態で溶融樹脂を保持するため、材料ロスが少なくなるのがメリットです。また、サイクルタイムが短くなるのもホットランナーの利点といえます。ホットランナーは大量生産やコスト削減を重視する場合に適しています。ただし、構造が複雑なため、金型費用やメンテナンスコストがかさむ傾向があります。
ゲートに起因する射出成形不良
ゲートに起因する射出成形不良をご紹介します。ゲートに起因する不良は様々ですが、ここではウェルドライン(ウエルドライン)、反り、糸引き、フローマーク、ジェッティング、シルバーストリークのそれぞれの症状と対策などをご案内します。
ウェルドライン(ウエルドライン)
射出成形におけるウェルドラインは成形材料の樹脂が金型内を分岐して再び合流するとき、樹脂温度が低下して樹脂同士が完全に融合せず、融着不良となってしまう成形不良です。金型に接した樹脂は急速に冷却され固化し、合流ポイントでV字型の溝が出来てしまいます。外観上、傷のように見えるため意匠部品では著しく製品の評価が低下します。スプール、ランナー、ゲートでの流動対抗が大きいと発生しやすくなるため、金型でできる対策としてはスプール、ランナー、ゲートの断面積を大きくするのが効果的です。
反り
射出成形における反りは冷却された樹脂製品が、金型から取り出した直後に変形を起こしてしまう不良です。発生するメカニズムは、形状が原因となる成形収縮、成形条件の樹脂温度・金型温度・射出圧力などが原因となる残留応力、成形品の離型時の突き出しのピン位置・本数・状態・タイミングなどが原因となる外部応力の3つです。ゲートの位置とサイズが不適切な場合、反りが起きやすくなります。したがって金型の対策としてはゲート位置とサイズを適正に設計することが重要です。
糸引き
射出成形における糸引きは型開きの際、スプルー切れ、ゲート切れが悪く、不要な細い糸状の部分が形成され伸びてしまう不良で、糸引きが製品に付着したり、次ショットにインサートするなど、製品の外観不良を招きます。 また、連続的に糸引きを金型に挟み込むことで、最悪の場合、金型が破損します。対策としてはゲートの位置や形状を最適化し、材料の流れを制御することが重要です。小さなゲートを使用することや、ゲートを複数配置することで糸引きの発生リスクは軽減します。また、製品内部の肉厚を均一化することで、材料の流れがスムーズになります。不均一な肉厚があると、材料の流れが不安定になり、糸引きが発生しやすくなるので要注意です。
フローマーク
射出成形におけるフローマークは、成形品の表面に生じる波状の模様です。成形過程で樹脂が金型内を流れる際に、冷却速度の差や流動が不均一なことから発生する不良です。フローマークは、成形品の外観を損ねるだけでなく、製品の強度や機能性にも影響を与えます。フローマークは、ゲート設計の不備によって起きやすくなります。ゲートが小さすぎると、樹脂の流れが制限され、フローマークが発生しやすくなるため、ゲートの位置やサイズを適切に設定することで流動をスムーズにすることが重要です。特に、複雑な形状の製品では、ゲートの配置がポイントとなります。また、ランナー径が小さすぎると、樹脂の流れが制限され、フローマークが生じやすくなります。そのため、ランナー径を大きくすることで流動性を向上させ、フローマークの発生を軽減できます。
ジェッティング
射出成形におけるジェッティングは、ゲートからキャビティ内に射出された溶融樹脂が、金型表面に沿って均一に広がらず、蛇やミミズが蛇行した模様となって製品表面に残る外観不良です。ジェッティングはゲートが小さすぎる、または位置が不適切であると発生リスクが高まります。したがってゲートの断面積を大きくして、樹脂が扇状に広がるようにする調整が必要です。また、射出速度が速すぎると、高速で射出される樹脂がジェット状になり、金型表面に接着する前に流れてしまうため、樹脂がキャビティ内にゆっくり流れるように速度を調整する必要があります。
シルバーストリーク
射出成形のシルバーストリークは樹脂の中で発生したガス(空気)が金型内で引き伸ばされ、その筋状になった流動痕が、樹脂の表面に銀色の筋となって現れてしまう現象です。成形品の表面に現れてしまうため外観不良となり対策が求められます。シルバーストリークはゲートの位置が適所でない場合、発生リスクが高まります。したがって適切なゲート位置を導き出し、金型を再設計することが重要です。また、ガス抜き、いわゆるエアー抜きが悪い場合もシルバーストリークが発生しやすくなるため、金型内の適所にガス抜き構造を組み込むなどの調整が求められます。

射出成形以外のプラスチック成型工法
射出成形以外のプラスチック成型工法をご案内します。射出成形以外のプラスチック成型は多岐に渡りますが、ここではブロー成形と真空成形のそれぞれの成型工法について解説します。
ブロー成形
ブロー成形は古くからあるガラス瓶の製造工程を応用した技術で、空洞のプラスチック樹脂成形品の製造で広く採用されています。溶融樹脂の内側から空気を吹き込み、膨らませて成形することから、「吹込み成形」や「中空成形」とも呼ばれます。射出成形はスプール→ランナー→ゲート→成形品部の順で樹脂が充填されますが、ブロー成形は加熱・可塑化させた樹脂を押し出し、ダイで円筒状の「パリソン(ホットパリソン)」を成形します。それを冷却・固化させず、ダイレクトに金型内に入れ、空気を吹き込んで成形するのが特長です。
真空成形
真空成形はプラスチック樹脂のシート・フィルムを成形材料として用います。加熱・可塑化した樹脂を金型の上に置き、樹脂と金型の間を真空状態にして、樹脂を金型に吸いつけることで成形します。凸型、凹型両方の金型を用いる射出成形とは異なり、真空成形はいずれかの型で成形可能です。そのため型費用が安いなどのメリットがあります。また、射出成形のようにゲートとスプルー(スプール)、ランナーといった経路はなく、型は射出成形に比べシンプルな構造となります。
プラスチック樹脂射出成形は三光ライト工業にお任せください
プラスチック樹脂射出成形は三光ライト工業にお任せください。弊社は成形品のみならず金型も自社製作します。また、弊社は充実の設備群を有しており、型締め力360t級や180t級の最新鋭全自動射出成型機を揃えています。これらの設備を活用し、大量生産であってもすべて均一、かつ短いサイクルタイム(サイクル・タイム)で高精密の製品をお届けします。簡易金型のお取り扱いはありません。圧力損失、流動解析、パーティングライン、せん断速度、抜き勾配など射出成形のみならずプラスチック成形に関することであれば何でもご相談ください。POM(pom、ポリアセタール)、PVC(pvc、ポリ塩化ビニル)を含むあらゆる素材に関するご相談も承ります。ご連絡お待ちしています。


