射出成形のバリについて

射出成形不良のひとつであるバリ(burr:張り出しや突起)について解説します。ここではバリとはどのような現象であるかに加え、射出成形でバリが発生しやすい箇所をご案内します。あわせてバリの発生原因と対策を解説します。

目次
射出成形不良のバリとは

射出成形不良のひとつであるバリとは、金型の合わせ面の隙間や突き出しピンなどの隙間から樹脂が溢れ出る現象です。バリは射出成形で発生する成形不良のなかでも、特に発生しやすい不具合といわれます。バリが発生すると外観を損ねるだけでなく製品によっては機能性が失われます。さらにバリ取りなどの工数が増えることになり、生産性が低下します。バリを防ぐには発生原因を把握し適切な対策を講じることが重要です。
射出成形でバリが発生しやすい箇所

射出成形でバリが発生しやすい箇所は、パーティングライン(金型キャビコアの合わせ面)や入れ子の合わせ面、スライド入れ子の合わせ面、ゲート、ランナーなどです。ここではパーティングライン(金型キャビコアの合わせ面)や入れ子の合わせ面、スライド入れ子の合わせ面、ゲート、ランナーのそれぞれの箇所についてバリがどのように発生するかを解説します。
パーティングライン(金型キャビコアの合わせ面)
射出成形のバリは、キャビコアの合わせ面、いわゆるパーティングライン(PL面)に沿った部品のエッジや金型部品の境界を形成する場所に発生する傾向があります。金型はその大きさに合わせて高圧で型締めされますが、その際、設備によっては何千トンもの力がかかり、充填圧も高圧となります。すると、過剰充填や充填の偏りが発生したり、特に薄肉部では必要以上の充填圧力が集中し、バリが発生しやすくなります。
入れ子の合わせ面
入れ子の合わせ面もバリが発生しやすい箇所です。射出成形で複雑な形状の成形品を製造するには、当然、複雑な形状の金型が必要となります。一般的に金型は母型(おもがた)と呼ばれる金型本体にいくつものパーツがはめ込まれた入れ子構造となっていますが、入れ子構造となっていることで、金型の消耗やトラブルを手で修正することが可能となります。 反面、入れ子と入れ子の合わせ目がバリの発生ポイントになるため注意が必要です。
スライド入れ子の合わせ面
金型の構造上、型開き動作あるいは製品エジェクト動作に干渉する部分は、スライド入れ子で作られますが、スライド入れ子は、金型の合わせ精度が低いとバリが発生します。スライド入れ子は摺動するため、クリアランスが設けられていますが、累積ショットが増えてくると、そのクリアランスが消耗してきます。クリアランスが消耗してくると、ガタつきが増え、その結果、ガタついた部分の隙間からバリが発生しやすくなります。また、スライド入れ子は、パーティングラインや入れ子の合わせ面より金型の消耗が速くなる傾向があります。その結果、バリの発生ポイントになります。
ゲート
ゲートは、金型の製品部に溶融樹脂を充填する入り口に当たり、充填から保圧工程において高圧がかかる部分となります。型開き動作に連動して、ゲートは切り離されますが、その際、ゲートがランナー側で切り離されると、バリが発生します。これをゲートバリと呼びます。なお、ゲート切れを改善するには、保圧力を多段階にしてゲートにかかる圧力を変更したり、型開き速度を変更するといった調整が効果的です。なお、ゲートは流量に関わる部分であるため、金型の形状を容易に構造変更することはできません。条件調整でゲートバリが改善しないときは、ニッパー切断の追加工で対応する場合もあります。
ランナー
射出成形ではランナーと呼ばれる流路が必要です。ランナーとは成形機のノズルから射出されたプラスチックを金型内に送り込むための通路のうち、スプルーから成形品までをつなぐ流路です。製品部ではなく、このランナーに必要以上の充填圧と保圧がかかると、バリの発生リスクが高まります。したがって必要以上の保圧力と保圧時間は不要です。また、ランナーの合わせ面に発生したバリの範囲が大きくなると、ランナーの離型不良による取り出しミスが起こるため注意が必要です。
射出成形のバリ発生原因と対策
射出成形のバリ発生原因と対策をご紹介します。ここでは金型(キャビティ)と成形条件、樹脂材料、製品形状の4つにわけて、それぞれの観点からバリの発生原因と対策を解説します。
金型(キャビティ)
射出成形でバリが発生する主な原因は、金型(キャビティ)の合わせ面の精度不良が多くを占めます。したがって合わせ面を精度よく調整することがバリの回避には効果的です。また、金型に隙間が空いている場合もバリが発生しやすくなります。金型に隙間が空いている場合は入子、あるいは溶接にて修正し、隙間をなくすことが重要です。なお、金型は一定のショット数を超えたらメンテナンスが不可欠です。成形機上で手の届く部分だけの日常メンテナンスでは不十分で、金型を細かなところまでばらして、清掃とグリースアップ、いわゆる金型オーバーホールが必要です。具体的にはキャビコアを別々にし、入れ子、スライド入れ子、エジェクターピン、ストリッパープレート、ガイドピン、冷却水管などを綺麗に清掃し、グリースアップ、Oリングやガスケットを交換します。こうしたメンテナンスはダウンタイムの回避にもつながるため極めて重要です。
成形条件
射出成形の成形条件を見直したり設定を変更することもバリの発生リスクを軽減するためには不可欠です。具体的には射出圧に対し、金型の締め付け圧が弱いとバリが発生しやすくなります。その場合は型締め圧を高くすることが重要です。また、樹脂量と型締め力のバランスを取らず、射出圧を上げすぎている場合もバリが発生しやすくなります。そうした場合は、投影面積に保圧を掛け、型締め力との関係を確認して調整することが必要です。金型温度が高すぎるのも問題です。金型温度は温調器の設定より高くなる場合があるため、実温度の測定を行い制御する必要があります。また、樹脂の流動性が高すぎたり、樹脂温度が高すぎる場合も注意が必要です。ゲート設定が悪いにもかかわらず、樹脂温度を高め、流動性を高めようとすると、パーティングラインに樹脂が入りやすくなってしまいます。その場合は適正な温度を保つとともにゲート調整を行って改善する必要があります。また、投影面積と成形機の型締め力の関係が合っていないと、バリが起きやすくなります。したがって投影面積と保圧の関係性をしっかり把握し、成形機の設定が適切であるかを判断することが重要です。成形機のダイプレートが傾いているときもバリが発生しやすくなります。ダイプレートが傾いている場合は、成形機での光明丹で合わせ確認を行い、バリ部が当たっているか確認することが重要です。以上のほかにも、成形材の予備乾燥条件を確認し、適正な乾燥を行うことが求められます。また、スクリューシリンダーの回転数を下げることで、空気のかみ込みを避ける効果があります。スクリュー内の停滞時間を短くすることも効果があります。
樹脂材料
射出成形でバリを防ぐには、樹脂材料のケアも大切です。具体的には材料の水分やその他揮発分の気化が重要で、水分や揮発分を気化させるには材料を充分に乾燥させる必要があります。また、金型面に水分が残っていたり、離型剤が付着しているとバリの原因になります。したがってキャビティ面をよく拭き取って水、離型剤を除去することが基本となります。
製品形状
射出成形では製品形状もバリの発生に大いに関係します。具体的には肉厚変動部の空気の巻き込みを防ぐために、肉厚を出来るだけ均一にすることが重要です。また、リブ部やボス部の空気の巻き込みもバリの原因となります。そうした場合はリブ・ボスの根元に微妙なR(アール)をつけると効果が期待できます。
射出成形で発生するバリ以外の成形不良
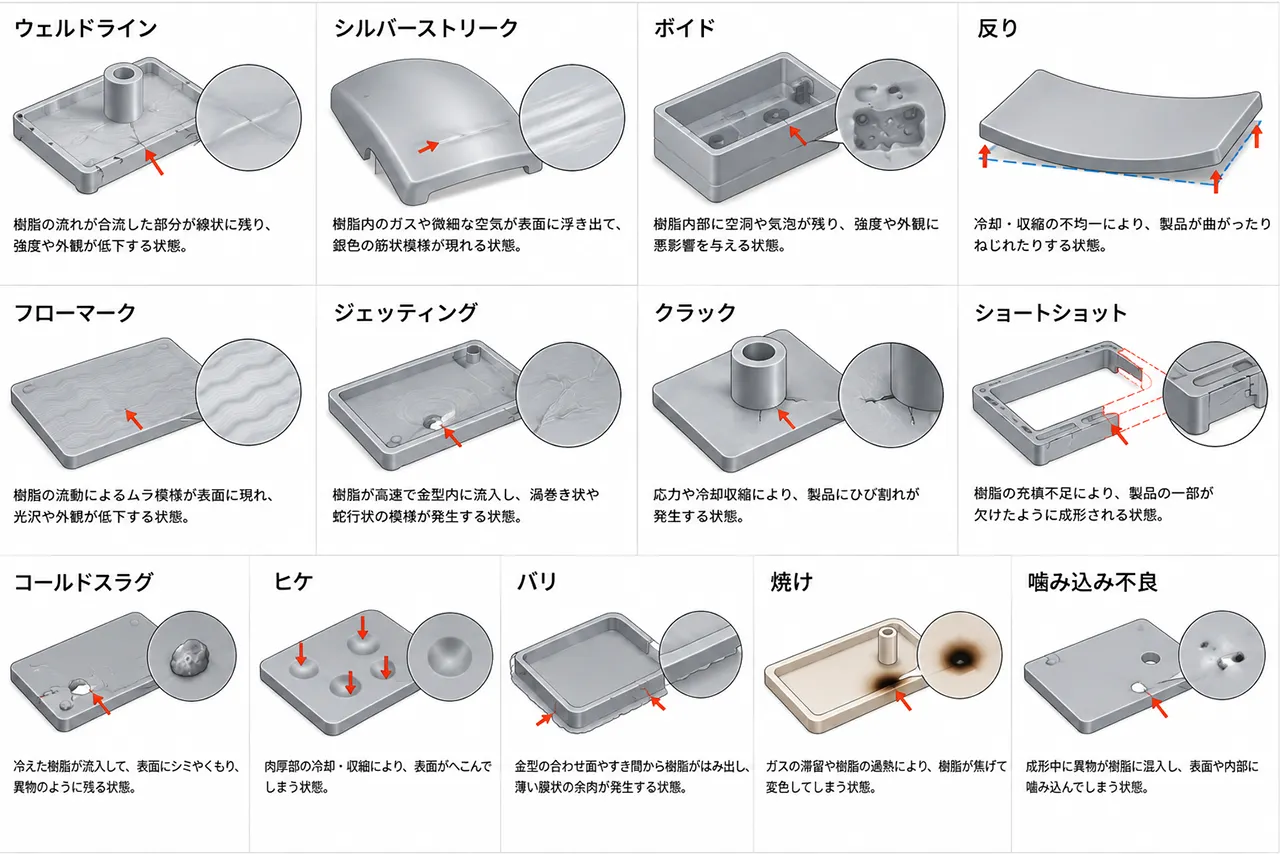
射出成形で発生するバリ以外の成形不良の現象をご紹介します。ここではウェルドライン、ショートショット(short molding)、ボイド(boid)、シルバーストリークの発生原因や対策をご紹介しますが、射出成形で発生する不具合はほかにもあります。詳しくは三光ライト工業を含む射出成形の専門メーカーにお尋ねください。
ウェルドライン
ウェルドライン(ウェルドマークとも)は分流した樹脂が合流部分において融着不十分となり、合流部分が線状跡となって現れる現象です。バリとは基本的に異なる成形不良ですが、射出成形ではバリと同様、発生するリスクが高い不具合であり、製品の外観品質を損ねる点でバリと共通します。ウェルドライン(ウェルドマーク)が起こるメカニズムとしては、成形材料の樹脂が金型内を分岐したのち再び合流するとき、樹脂温度が低下して樹脂同士が完全に融合せず融着不良に陥ると発生します。ウェルドラインの発生対策としては、材料の流動性や温度を高めるとともに射出速度を上げるといった調整が必要です。ウェルドラインの発生個所を調整するには、樹脂の固化を防ぐために金型温度を充分に上げる、ゲートの位置を変える、キャビティ内の空気抜きを徹底するといった対策が求められます。ウェルド強度がどうしても低くなる場合は外力の影響の少ない個所へ出るようにゲート位置を変えるのが効果的です。
ショートショット(short molding)
ショートショット(ショートモールドとも)は、金型の一部に樹脂が充填されない状態で成形される不良で、充填不足とも呼ばれます。バリは金型の合わせ面の隙間や突き出しピンなどの隙間から樹脂が溢れ出る現象であるため、反対に充填が足りないショートショットとは基本的に異なる現象です。ショートショットの原因は、樹脂の不足や流動性の悪さなど材料に起因するもののほか、金型の温度が低かったり、射出の圧力が不足しているなど成形時の条件に起因するものがあります。ほかにも、ショートショットはゲート断面積が小さい場合にも起こりやすくなります。したがってショートショットを防ぐには、ゲート断面積を増やすとともに注入する樹脂の量を見直すのが効果的です。
ボイド(boid)
ボイド(boid)とは、成形品の肉厚部に空洞ができてしまう成型不良です。ボイドが発生すると強度不足を招きます。また、バリと同様に外観が損なわれます。ボイドの発生メカニズムですが、金型内に充填された樹脂は、冷却と共に収縮します。 その際、成形品の金型に接する面、いわゆるスキン層が冷却不足により収縮し凹む現象がヒケです。 逆に、スキン層は固化していますが、内部に収縮し真空の空洞ができた状態をボイドと呼びます。
シルバーストリーク(Silver streak)
シルバーストリーク(Silver streak)は製品表面へ銀色の筋のような跡が発生する成形不良で、銀条とも呼ばれます。シルバーストリークの発生対策は多岐に渡りますが、バリと同様に樹脂などの材料に含まれた水分も発生原因となりますので、成形前に材料の乾燥を適切に行うことが重要となります。

三光ライト工業は万全のバリ対策で高品質の射出成形品をご提供
三光ライト工業はバリやウェルドライン、ボイドなどの発生に万全を期し、不良品撲滅を目指しています。弊社は最新鋭の射出成形機を取り揃えており、型締め力(金型を締め付ける能力)360t級や180t級の成型機を複数設備しています。これらの成型装置を最大限に生かし、寸法精度の高い良品をお届けします。弊社は射出成形のみならず真空成形や2色成形、LIM成形、金属などを一体化させるインサート成形などでも豊富な実績を有しています。真空成形では様々な部品(医療機器含む)を収納する工業用トレーなどが特にご好評頂いています。弊社の強みは成形品の量産はもとより射出成形金型(簡易金型を除く)も自社で製作している点です。金型も自社製造することでお客様のご要望に柔軟にお応えできるだけでなく、低価格、短納期が実現します。試作品作製では最新鋭の3Dプリンターなども活用し、高精度の試作品をご提供します。大量生産はもとより多品種少量生産、小ロット、肉の薄い製品、厚い製品、大型製品など大小サイズを問わずお任せください。
また弊社は「アッセンブリー(組立加工)」も可能なメーカーであり、プラスチック成形品の製造だけでなく、塗装、印刷などの二次加工はじめ簡単なアッセンブリーやパッケージ品も一貫で製造しています。さらに弊社は素材、材料(リペレットを除く)の物性についても高い知見があります。射出成形ではポリプロピレン(PP)やポリエチレン(PE)、ABS(アクリロニトリル、ブタジエン、スチレン共重合合成樹脂の総称)、アクリル樹脂(メタクリル酸メチルエステル:PMMA)などを主に使用しています。熱可塑性樹脂だけでなく熱硬化性樹脂でも豊富な取り扱いがあります。これらの素材、材料を高度な流動解析に基づき、バリやウエルド、反り、ヒケのない高精密、高機能な製品を製造しています。プラスチック成型品の製造は三光ライト工業にお任せください。ご連絡お待ちしています。


